

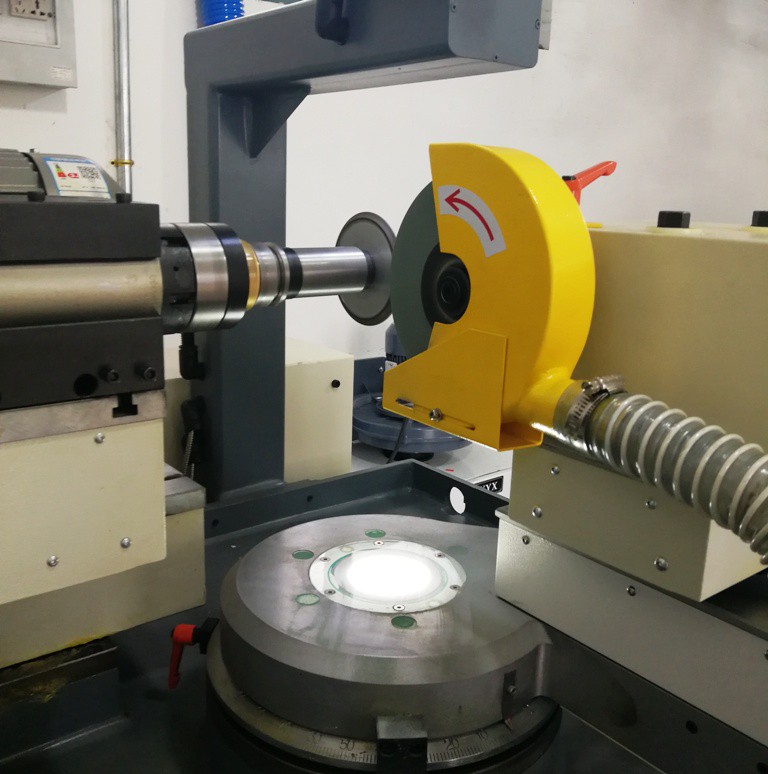
金刚石砂轮修整机 磨削技术的发展对其配套设备提出了更高的要求。砂轮在线自动修整技术作为砂轮修整的配套技术之一,必须满足现代数控磨削加工的需要。金刚石砂轮修整机正朝着高精度、超稳定性和全自动控制的方向发展。金刚石砂轮修边机是一种高效的磨削工具,广泛应用于硬质合金、陶瓷、CBN等超硬材料的加工。金刚石砂轮修整机的修整和自动补偿决定了数控自动磨床的性能,在很大程度上决定了砂轮的性能和使用寿命。
砂轮修整全自动控制方法在磨削加工中,砂轮的磨损状态是影响磨削质量的一个重要因素。该数控工具磨床可在刀片加工磨削的全过程中对砂轮状态进行实时监测。根据加工刀片尺寸和材料的不同,需要磨削去除的体积和磨削时间也不同。综合考虑各个因素,设定自动修整的间隔。通过对金刚石砂轮修整机磨削刀片次数计数,并实时的将其与系统设定的修整间隔比较。
当磨削次数达到设定的修整间隔次数时,在NC程序中自动调用修整模块,实现金刚石砂轮修整机的自动修整。为了保证机床运行安全,该控制方法还加入了对砂轮寿命和修整轮寿命的实时监控。
金刚石砂轮修整机只要检测到本次修整将可能导致砂轮或修整轮到达预警厚度,机床将自动发出报警信号,停机等待人工处理。如果砂轮和修整轮均未到达报警厚度,则修整顺利进行。修整结束后,通过数据处理,输出砂轮修整后的补偿值。
金刚石砂轮修整机的补偿方法被加工工件尺寸的一致性,很大程度上取决于工艺系统状态的一致性。砂轮被修整一次之后,磨料厚度减少,金刚石砂轮修整机端面到指定标定位置发生了变化,这就导致整个工艺系统状态的改变,被加工工件的尺寸也会发生变化,无法保证尺寸一致性。因此,对于砂轮修整之后的补偿显得尤为重要。
分析金刚石砂轮修整机的过程,是两个磨具的相互磨削,不仅砂轮磨料厚度会减小,修整轮的磨料厚度也会减少,是一个综合作用的结果。因此,采用多次试验的方法,确定了砂轮修整的补偿方法。
由于金刚石砂轮的硬度和耐磨性远大于GC杯形修整轮。可以预见,在一次修整过程中,金刚石砂轮减少的磨料厚度远小于修整轮减少的磨料厚度。修整轮位置固定,修整时砂轮沿进给方向前进一个修整量,由于相互磨削作用,砂轮和修整轮厚度同时减少。他们之间的关系为:修整量=砂轮减少量修整轮减少量。
为了保证金刚石砂轮修整机被加工工件的尺寸一致性,应该补偿修整之后砂轮的减少量。实际修整试验数据表明,修整量为0.03mm时,砂轮减薄量为0.0015mm,修整轮减薄量为0.0275mm。
如果您想要了解更多相关知识,您可以浏览我们的网站,我们会为您提供更专业的信息!
 13331065000
13331065000
 dong804@126.com
dong804@126.com

